



聯華證券
聯華證券提供短線股票配資服務,致力于為交易者提供多樣化的選擇。作為一個股票配資知識網,用戶可以獲取有關配資和融券的相關信息。此外,安徽地區的股指期貨配資服務也在不斷發展,為客戶提供便捷的股票配資服務。按月配資平臺,炒股股票配資網站也不斷完善,為用戶創造良好的交易環境。

炒股到哪配資 廣東期貨配資:助您把握市場機遇,實現財富增值
在瞬息萬變的期貨市場中,配資無疑是放大收益、把握機遇的利器。廣東期貨配資,憑借其專業團隊和完善的風險控制體系炒股到哪配資,為投資者提供安全可靠的配資服務。 選擇....
03-04-
濟南銀環期貨配資公司 煙臺股票配資:助力投資者放大收益,實現財富夢想
煙臺股票配資濟南銀環期貨配資公司,是指投資者通過向配資公司借入資金,放大自己的投資本金,從而提高投資收益的一種方式。它為投資者提供了杠桿效應,幫助他們以較小的資....

-
配資安全炒股配資門戶 線上股票配資網:輕松撬動資金,投資更輕松
在當今快節奏的金融市場中,資金是投資成功的關鍵。線上股票配資網為投資者提供了一種便捷的方式來撬動資金,從而放大投資收益。 股票配資是指投資者向配資公司借入資金,....

-
江西配資炒股 茂名股票配資:助力投資,穩健獲利
在當今競爭激烈的投資市場中,茂名股票配資已成為投資者實現穩健獲利的重要工具。通過配資,投資者可以放大資金杠桿,增加投資額度,從而提高潛在收益。 * **資金杠桿....
-
股票是資本證券 炒股配資入門指南:基礎知識與操作技巧
**基礎知識**股票是資本證券 * **收益倍增:**杠桿放大資金,收益成倍增長。 * **配資:**借用資金炒股,放大收益和風險。 * **杠桿:**配資倍數....

-
配資杠桿炒股 一流炒股配資網站,助您投資無憂
在瞬息萬變的股市中,炒股配資已成為投資者獲取更高收益的有效手段。然而,選擇一個可靠且專業的炒股配資網站至關重要。 使用股票配資,投資者可以放大自己的資金,從而提....

-
配資炒股配資網站 尋找可靠的股票配資平臺?看這里!
在股票市場中,配資可以幫助投資者放大收益,但選擇可靠的配資平臺至關重要。以下是一些尋找可靠股票配資平臺的建議: 期貨配資利息的計算方式一般是按照借款金額和借款利....

-
股票 操盤 股票配資哪家強?權威測評,助你選對良方
股票配資股票 操盤,作為一種杠桿化投資方式,受到不少投資者的青睞。然而,面對市場上琳瑯滿目的配資平臺,如何選擇一家靠譜的平臺至關重要。 資金杠桿的優勢顯而易見。....

-
股票配資平臺合法 解鎖股票配資渠道,助你財富倍增
股票配資,是指投資者通過向配資公司借款,放大資金杠桿,從而增加股票投資規模的一種方式。它可以幫助投資者在短時間內獲得更高的收益,但同時也伴隨著一定的風險。 * ....
-
配資炒股官網開戶 線上股票配資網:輕松撬動資金,助你投資致富
在當今快節奏的投資市場中,資金是至關重要的。線上股票配資網應運而生,為投資者提供了輕松撬動資金的途徑,助其投資致富。 對于資金有限的投資者來說,證券配資可以幫助....

-
浙江股票配資公司 股票配資客服:專業解答您的投資難題
在瞬息萬變的股票市場中,投資者難免會遇到各種難題。股票配資客服應運而生,為投資者提供專業、全面的解答服務。 * **放大投資規模:**投資者可以利用杠桿效應,以....

-
深圳的股票配資公司 配資炒股平臺首選:安全穩定,收益無限
在配資炒股領域,選擇一個安全穩定、收益無限的平臺至關重要。我們為您推薦首選平臺,為您提供無憂的配資體驗。 * **放大資金規模:**配資公司提供杠桿資金,使投資....
-
線上股票配資門戶 在線配資炒股平臺:助你資金倍增,輕松掘金
在當今快節奏的金融市場中,在線配資炒股平臺為投資者提供了放大資金、提升收益的絕佳機會。這些平臺允許投資者借用資金進行股票交易,從而有效地增加其投資規模。 拾必選....
 查看更多
查看更多
-
蕭山股票配資 期貨配資平臺排名:助你選擇最佳配資平臺
在期貨市場中,配資平臺可以為交易者提供杠桿資金,放大收益。然而,選擇合適的配資平臺至關重要,以確保資金安全和交易順利。 這些查詢網站通常提供了配資公司的基本信息....

-
股市配資技巧 炒股配資寶:助你資金翻倍,輕松獲利
炒股配資寶是一種金融杠桿工具,可以幫助投資者放大資金,提升獲利空間。通過配資寶,投資者可以借用資金進行股票交易,從而增加投資額度,提高收益率。 * **放大收益....

-
借錢炒股配資 解鎖財富新高度:可靠股票配資,助您投資無憂
在當今競爭激烈的金融市場中,股票配資已成為投資者實現財富增長的有力工具。可靠的股票配資平臺可以為投資者提供杠桿借錢炒股配資,放大投資收益,同時降低風險。 投資者....

-
湖北股票配資 證券股票配資:放大收益,謹慎入場
證券股票配資是一種杠桿交易方式,通過向券商借入資金,投資者可以放大投資收益。然而,配資也存在較高的風險,需要謹慎入場。 * **盈透證券:**全球領先的券商,提....

-
互聯網炒股配資網站 網上配資炒股:快速放大收益,謹慎操作
網上配資炒股是一種利用杠桿資金進行股票交易的方式,可以快速放大收益,但同時也伴隨著較高的風險。 * **利率:**配資利率是投資者需要支付的利息,利率越低越好。....
-
炒股配資首選配資 免費體驗股票配資,開啟財富新旅程
股票配資,是指投資者通過向配資公司借入資金,放大自己的投資本金,從而提高收益率的一種投資方式。如今,許多配資公司提供免費體驗服務,讓投資者在不承擔任何風險的情況....

-
炒股配資期貨 專業股票配資論壇:解鎖投資新視野,助力財富增長
股票配資炒股配資期貨,作為一種杠桿化的投資方式,為投資者提供了放大收益的機遇。然而,選擇合適的配資平臺至關重要。專業股票配資論壇應運而生,為投資者提供了一個交流....

-
舟山期貨配資 股票配資資訊網:最新市場動態,專業投資指南
股票配資資訊網是一個權威的投資平臺,提供最新的市場動態和專業的投資指南,幫助投資者做出明智的決策。 1. **選擇配資公司:**選擇正規、信譽良好的配資公司,了....

-
深圳配資炒股 股票配資條件:了解規則,輕松配資
股票配資是一種融資方式,投資者可以通過借入資金來放大投資規模。然而,股票配資也有一定的條件限制,了解這些條件至關重要。 市場洞察是指對股票市場的全面了解和分析。....

-
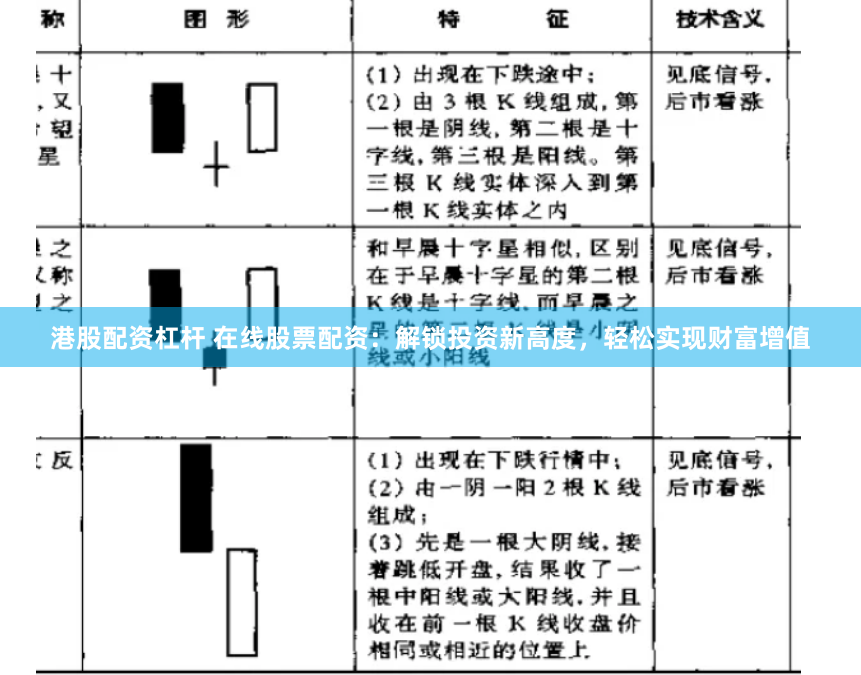
港股配資杠桿 在線股票配資:解鎖投資新高度,輕松實現財富增值
在線股票配資是一種金融杠桿工具,它允許投資者通過借入資金來放大其投資規模。這為投資者提供了在不增加自有資金的情況下,獲得更高收益的潛力。 * **門檻低:**投....
-
炒股配資選配資 杭州股票配資:助你把握投資良機,實現財富增值
在杭州這個經濟發達的城市,股票配資正成為一種備受關注的投資方式。它能有效放大投資者的資金杠桿,幫助他們把握市場良機,實現財富增值。 配資投資具有高收益的潛力,但....
-
配資炒股平臺排名 易配資股票:低門檻高收益,輕松實現財富夢
易配資股票是一種新型的投資方式配資炒股平臺排名,它以低門檻、高收益為特點,深受廣大投資者的青睞。 股票配資是指投資者通過借用資金進行股票投資的一種方式。通過配資....
 查看更多
查看更多
-
股票配資規則 配資炒股,輕松致富?配資網助你一臂之力
配資炒股,顧名思義就是通過借錢炒股,放大杠桿,以達到快速獲利的目的。然而,配資炒股并非如想象中輕松致富,其中暗藏著巨大的風險。 2. 了解平臺的歷史和信譽:查看....

-
正規配資炒股 財云股票配資:助力資金杠桿,實現財富增值
在當今競爭激烈的金融市場中,資金杠桿已成為投資者實現財富增值的重要手段。財云股票配資平臺應運而生,為投資者提供專業、便捷的配資服務,助力其放大資金優勢,提升收益....

-
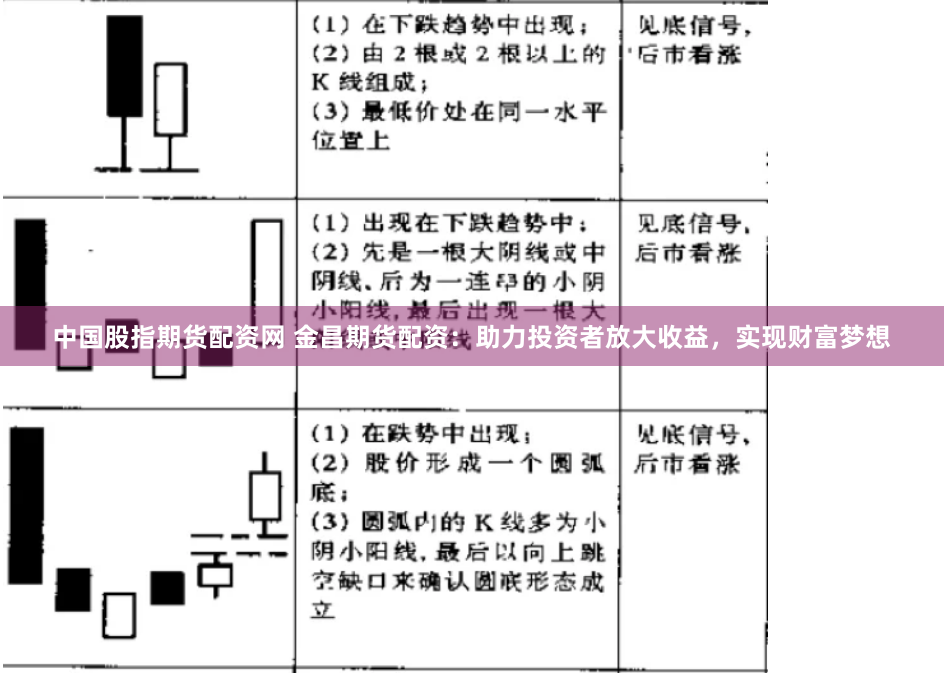
中國股指期貨配資網 金昌期貨配資:助力投資者放大收益,實現財富夢想
金昌期貨配資是一項金融服務,旨在為投資者提供資金杠桿,放大其投資收益。通過配資,投資者可以以較小的自有資金撬動更大的資金量中國股指期貨配資網,從而獲得更高的潛在....
-
在線股票配資公司哪 昆山期貨配資:助力投資者放大收益,掌控財富未來
昆山期貨配資在線股票配資公司哪,作為一種金融杠桿工具,為投資者提供了放大收益的絕佳機會。通過配資,投資者可以利用較少的本金撬動更大的資金,從而獲得更高的收益。 ....
-
股票配資招聘 配資門戶:炒股配資的優秀選擇,助您投資無憂
配資門戶是為投資者提供炒股配資服務的專業平臺。通過配資門戶,投資者可以獲得資金杠桿股票配資招聘,放大投資資金,從而提高投資收益。 選擇正規的炒股配資平臺是重中之....

-
網絡炒股配資 揭秘:炒股配資平臺優選指南
炒股配資是一種杠桿交易方式,可以放大收益,但同時也伴隨風險。選擇一個可靠的炒股配資平臺至關重要。以下指南將幫助您做出明智的選擇: 配資炒股的杠桿作用可以放大投資....

-
股票配資市場 全國股票配資公司:助您資金倍增,把握投資良機
在當今競爭激烈的金融市場中,資金是投資成功的關鍵。全國股票配資公司應運而生,為投資者提供杠桿資金股票配資市場,幫助他們放大投資收益股票配資市場。 目前,股票期貨....

-
股票配資哪里可以做 解鎖財富新篇章:打造專屬股票配資平臺
在當今瞬息萬變的金融市場中,股票配資已成為投資者放大收益、實現財富增長的重要工具。為了滿足投資者對定制化配資服務的迫切需求,打造專屬股票配資平臺股票配資哪里可以....

-
推薦股票配資 配資炒股必備技巧:輕松獲利,穩健投資
配資炒股是一種杠桿投資方式,可以放大收益,但同時也伴隨著更高的風險。為了在配資炒股中獲利,掌握以下技巧至關重要: 開戶炒股的過程非常簡單。投資者只需選擇一家信譽....
-
北京正規的股票配資公司 股票配資保證金:解鎖資金杠桿,提升投資收益
更新:2025-06-05 作者:配資買股閱讀:123 欄目:股票配資知識網股票配資保證金是一種金融工具,允許投資者利用杠桿效應放大其投資資金。通過向配資公司提供一定比例的保證金,投資者可以獲得高于其自有資金的投資額度。 * **高增長....
-
股票配資來大圣配資 月配股票配資:輕松放大收益,穩健投資新選擇
月配股票配資是一種新型的投資方式,它允許投資者以較小的本金撬動更大的資金進行股票投資,從而放大收益。與傳統的股票投資相比,月配股票配資具有以下優勢: 1. 股票....

-
大連股票配資 股票配資資質:獲得合法配資的必備條件
股票配資是一種融資方式,通過向配資公司借款,投資者可以放大資金規模,提高投資收益。然而大連股票配資,合法配資需要具備一定的資質條件,以保障投資者的權益。 * *....
 查看更多
查看更多
- 上證走勢
- 深證走勢
- 創業走勢



上證指數
深證成指
創業板指

炒股到哪配資 廣東期貨配資:助您把握市場機遇,實現財富增值
股票配資知識網2025-03-04在瞬息萬變的期貨市場中,配資無疑是放大收益、把握機遇的利器。廣東期貨配資,憑借其專業團隊和完善的風險控制體系炒股到哪配資
股票操盤手 “問診”上市藥企 三大“通病”被重點關注
短線股票配資2025-03-04專題:A股修復行情有望延續 價值風格或繼續優于成長股票操盤手 選擇持有正規金融牌照的平臺,確保其受監管,資金安全有保障。
股票配資利息 國內最可靠的股票配資論壇,助你投資無憂
聯華證券2025-03-04在股票投資領域,選擇一個可靠的配資論壇至關重要。國內最可靠的股票配資論壇可以為投資者提供專業的信息、分析和指導股票配資利
股民配資 好股配資網:解鎖投資新境界,助你財富增值
短線股票配資2025-03-28在瞬息萬變的金融市場中,尋找可靠的投資平臺至關重要。好股配資網應運而生,為投資者提供了一個安全、便捷的投資渠道,助其解鎖
青海炒股配資 股票配債指南:輕松參與公司融資
聯華證券2025-03-04股票配債是一種公司為籌集資金而發行的金融工具。它允許現有股東以低于市場價格認購新發行的股票。 配資炒股可以放大投資收益,
